



- Draw solutions and their recovery methods for dairy and food industries – a brief overview - June 16, 2018
- The future of forward osmosis commercialization - October 8, 2017
Short Introduction to the author
Zoheir Dabaghian earned his Bachelor Degree in Chemical Engineering in the field of Designing Process of Oil Industries (2012), and Master Degree in the field of Separation Process (2015) from Babol Noshirvani University of Technology. His main research interest is Membrane Technology for Water and Wastewater Treatment. Zoheir contributes with Rural Water and Wastewater Company as a project manager in some local practical projects using Membrane Technology. His master thesis was focused on fabrication of novel Forward Osmosis Membrane for Water Desalination in which Zoheir published several journal papers in this area. Currently, he is focusing on development of tailored forward osmosis membrane for food industries.
Future of Forward Osmosis
The beauty and simplicity of Forward Osmosis allows this process to be the response of some major problems and challenges in water and wastewater treatment, food processing, and power generation. In short-term, FO will be transition from academic aspects into industrial-oriented research. In long-term, FO will realize its potential as a superior species of membrane separation technology in a wide range of practical/industrial applications due to its specific features. Nowadays, water and energy are important issues in which Forward Osmosis has enough potential to meet related challenges. Currently, Forward Osmosis is well suited for applications in which water needs to be removed in a gentle manner (e.g. food processing and concentration of valuable such as flavors & fragrances and pharmaceuticals). The technology will be especially more applicable when smart draw solution systems become industrially available utilizing waste heat or solar thermal energy for draw regeneration (e.g. MD hybrid process).
Industrial applications in which there is most value for FO and related technical challenges
In the past decade, FO has attracted growing interest in different applications such as wastewater treatment, seawater/brackish desalination, food processing, and power generation due to its ability to work at ambient pressure and temperature. Its potential to achieve high level of rejection for a wide range of contaminants is also another interesting benefit. The FO process as a novel membrane process employs the natural osmotic pressure as the driving force between draw solution with high osmotic pressure and feed solution to move clean water across the semipermeable membrane.
Forward osmosis membranes and draw solutions
The FO process is generally all about two main sections, membrane and draw solution recovery. Both are equally important if you want to step in commercialization zone because one supports the other. However, researchers showed interest and mainly attempted just in part of membrane development one after the other regardless of considering membrane performance in a whole FO process. They mainly just have interest to fabricate or modify a membrane and claim that this could be the better one. Excessive attention to the membrane development and ignoring draw solution recovery in each application is a factor for FO process not to expand in industrial scale. Another speed reducing factor in the way of commercialization is about not scaling FO membrane up. The possible types of modules should be evaluated in long-term process as a pilot test because of two reasons. One is that choosing the suitable module is not all about the theoretical aspects. We should consider how it really works in real condition and compare them to choose the best module or modify the module for our selected application in a similar throughput. Also, in my opinion, we should focus on process development as well as membrane development in order to commercialize FO in mentioned applications. As the effective area of the flat-sheet FO membrane used in bench-scale FO units is very small, the flux in a membrane cell is consequently low. Bench-scale FO units may be best suited for the study of the FO membrane itself rather than for the study of the FO process and its optimization because of simple structure of test cell.
Forward osmosis commercialization when water is the final product
To commercialize FO, first we need to recognize industrial applications where there is the most value for FO and the technical challenges faced by companies who wish to commercialize FO process. In this regard, the number one priority is where there is a high guarantee of implementation, and even in cases that efficiency is not high, it should be economic as a whole. One thing we should pay special attention is draw solution recovery because FO must be coupled with another process for the regeneration of the draw solution and simultaneous extraction of fresh water. It will be more important when our final product ends up in the draw solution. Let’s consider desalination process. In desalination process, we need high qualified water as our final product. In this case water goes into draw solution and we need to take our final product back from draw solution where yet there is a challenge in draw solution recovery. Thus, in this process despite that you need to have concern about taking the final product from draw solution with standard qualification, the actual energy consumption of forward osmosis won’t be economic, even in some cases surpass that of reverse osmosis because draw solution is more highly concentrated than standard seawater.
Forward osmosis commercialization when a concentrate is the final product
This is while we have exactly a different story in food processing. In the case of food industries, our final product is not something that is supposed to be taken from draw solution. For example, in fruit juices concentration, we need to concentrate the fruit juices in which water goes into the draw solution but water is not important for us as a product because our final product is our feed stream. It makes our draw solution regeneration easier rather than desalination. So, in other words, the best option for industrial FO application is where water needs to be removed and consequently your product is not in draw solution. Also, in food processing there is not only the issue of energy consumption. Using FO in food industry like beverage concentration is well-suited and leads to produce high-qualified product with high retention of valuable natural components.
Up to now, several experiments have been investigated on application of forward osmosis to replace the common used technology of multi-stage vacuum evaporation for concentration of fruit juices in the food industry. However, they mainly were just limited to lab-scale with simple asymmetric membrane and there was no draw solution recovery. It illustrates that FO membranes have a great potential to be improved and should be specialized for this process to successfully apply FO in food processing.
Forward osmosis commercialization for industrial process optimization
The next priority goes for those sections in industry in which a stream needs to be dilated or concentrated. Because in number of unit processes in chemical industries handling of dilute liquid streams needs special actions for the separation/purification of the favorable product and for environmental friendly point of view.
It would be more important when it comes to precious fluid streams for example in pharmaceuticals where you need low dose of products but very precious and expensive. The benefits of FO process are well suited for this kind of process and as it would be operated in small scale, it is easy to be industrialized. FO would be a promising subject to improve the efficiency and reduce the cost of the traditional separation techniques. Also, one of the important processes in biomedical and biotechnological applications is purification of biomolecules like proteins, vitamins, enzymes, and antibiotics from their dilute solutions.
Beside mentioned areas for FO commercialization, hybrid FO systems have also great potential to be industrialized, and can outperform conventional processes.
Forward Osmosis Hybrid processes
Hybrid FO systems are used where FO needs to be integrated into the existing or combined processes as pre-treatment or post treatment in order to reduce the volume of industrial waste and energy consumption. Several hybrid FO systems have been developed for different application including wastewater treatment, seawater and brackish water desalination, dewatering of RO concentrate and protein concentration. Figure 1 shows some promising hybrid FO systems and some common technical challenges faced by companies who wish to commercialize FO in wide range. The scientists and researchers are still working on them to make mentioned processes more and more economic. Following hybrid systems/configurations can outperform conventional processes thanks to the Forward Osmosis Technology:
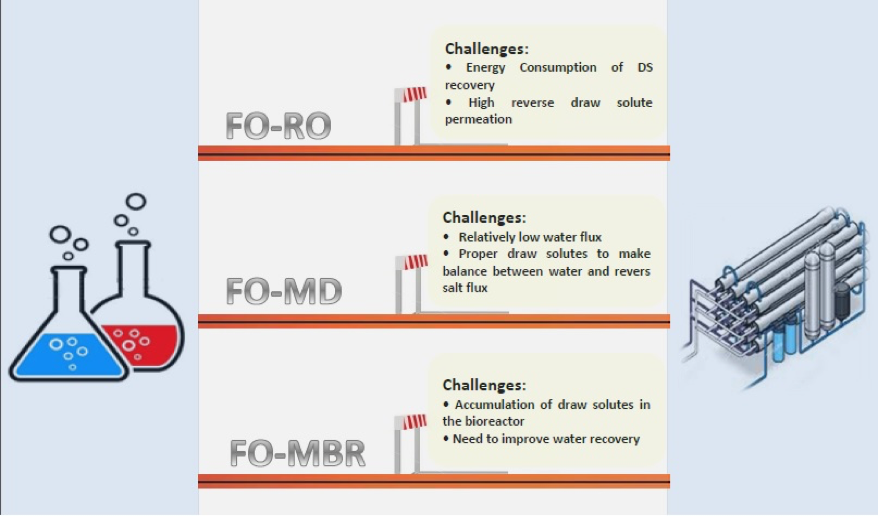
Figure 1- Hybrid FO system and the most common challenges in the way of mass-production.
FO-RO
In the recent years, several hybrid FO systems have has been integrated into the existing or combined processes for different applications such as seawater and brackish water desalination, wastewater treatment, etc. to replace conventional pre-treatment technologies or as a post-treatment to reduce the volume of industrial waste.
In applications with challenging feed waters for example having high fouling potential, high salinity, or containing specific contaminants, FO can be used as a pre-treatment process to improve the overall efficiency of conventional desalination processes
FO-MD
Another good example is the coupling of membrane distillation (MD) with FO to desalinate waters because it is usually challenging for MD alone. In this case of hybrid FO–MD system, FO is used as a pre-treatment to reduce organic fouling and/or inorganic scaling which have detrimental effect on the MD process. Also, recently, it is used to recover and re-concentrate the draw solution using low-grade heat because there is no draw solution leakage to product water after the MD process.
FO-MBR
Osmotic membrane bio reactor is another area that there is great value for FO to be applied in industrial application. Poor rejection rate of low molecular weight contaminates is one of the main limitations of MF and UF membrane traditionally used in MBR processes. Also, the energy consumption of MBR is higher than conventional wastewater treatment because of the need to apply pressure due to severe membrane fouling and bio-fouling. FO provides some specific and unique advantages in treatment in this application. The diluted clean draw solution goes to a polishing process using RO or NF to be re-concentrated and circulated back to the FO membrane, while ultra-pure water is produced for Reuse. Osmotic MBR provides you higher rejection because FO membrane pore size is similar to RO. Another important feature is TOC removal efficiency. FO membranes can remove a significant percentage of TOC and will allow the downstream RO to operate in longer cycle. As removal of phosphorus is based on size exclusion without flocculation, FO membrane removes phosphorus more efficiency and so on.
I would add that to successfully commercialise these new processes incorporating forward osmosis, that what is needed is client champions. Without this support it’s very difficult to get any new technology off the ground quickly.
Good Morning Sir
I am from India( Maharashtra)…for our Distillery spentwash filteration we would like to install FO with MEE system….please share the FO membranes suppliers in India.
Hello Naitik,
Please write to me to me, or share your mail ID to learn more about FO for spent wash treatment.
Thank you,
Adarsh.
ara@aquaporin.com
Integrating FO into the MBR processes would allow for significant energy and operating cost reductions while assuring effluent water quality discharge. FO incorporated into the MBR train would allow for better operational control by way of maintaining tank solids concentration within the MBR, specifically during wet weather events (Peak Flow Conditions). FO within an MBR train would increase phosphate (P) removal efficiency which is critical as conventional MBR UF is struggling to meet the new stringent discharge requirements of 1 ppm in many states. FO would reduce operational and cleaning costs and allow UF membranes to run longer production cycles as FO would reduce many of the fouling contaminants within the MBR train. To note, due to the high propensity of UF membrane fouling within MBR applications, multiple ancillary systems and equipment are installed in trying to keep them clean on a daily basis however even with daily cleaning UF membranes still need to be taken off-line for deep cleaning (restorative clean) due to the continual loss of flux membrane flux rates. FO has the ability to make a substantial impact on reducing operating costs and capital costs with minimal integration effort.